In the chemical industry, reliable sealing performance is not just about equipment efficiency—it is a matter of safety, environmental responsibility, and uninterrupted production. Pumps, mixers, reactors, and agitation equipment operate under corrosive, high-temperature, and high-pressure conditions. Choosing the right mechanical seal can dramatically reduce leakage risks, maintenance costs, and operational downtime.
This article explains the sealing challenges in the chemical sector and provides practical guidance on selecting the best mechanical seals for chemical processing applications.
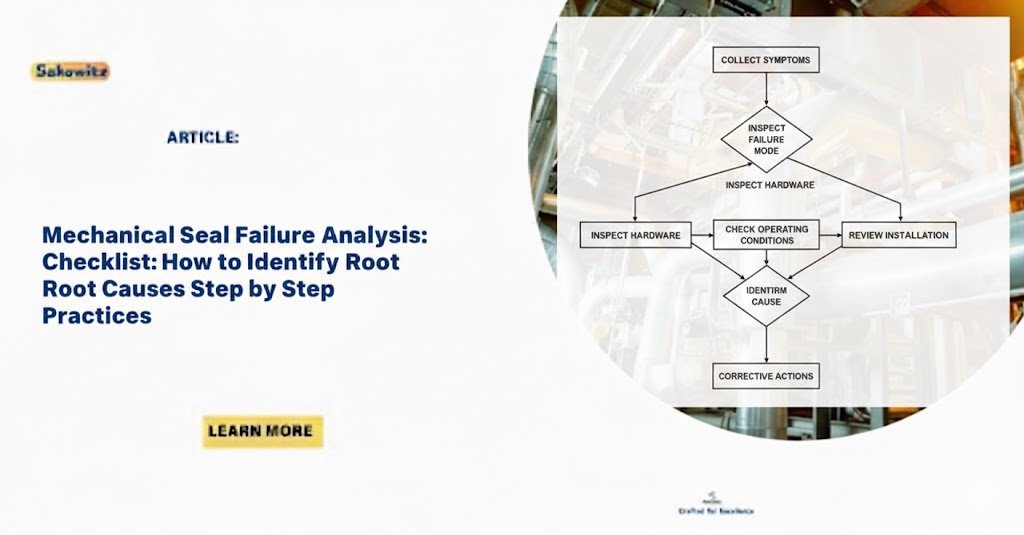
1. Why Mechanical Seals Are Critical in Chemical Processing
Chemical plants handle aggressive media such as acids, alkalis, solvents, polymers, resins, and corrosive slurries. Poor sealing performance can cause:
- Product contamination
- Toxic leakage
- Fire or explosion risks
- Unexpected shutdowns
- High repair and energy costs
A well-designed mechanical seal ensures:
- Zero or near-zero leakage
- Long service life under harsh chemicals
- Stable performance under fluctuating temperatures and pressures
- Lower maintenance workload
2. Key Requirements for Mechanical Seals in Chemical Applications
(1) Corrosion Resistance
Seal faces and metal parts must withstand highly corrosive fluids.
Recommended materials:
- Silicon Carbide (SIC)
- Tungsten Carbide (TC)
- Viton / EPDM / FFKM O-rings
- Stainless steel 316L or higher grades
(2) Temperature & Pressure Stability
Chemical processes often involve:
- High temperatures (150–250°C)
- High pressure
- Rapid pressure fluctuations
Mechanical seals must maintain stable sealing even during thermal cycles.
(3) Abrasion Resistance
Some chemical media contain crystals or small solids.
Seal faces must remain flat and durable.
(4) Compatibility with Solvents
Incorrect elastomer selection can lead to swelling, hardening, or cracking.
3. Common Mechanical Seal Problems in Chemical Plants
a. Leakage Caused by Corrosion
Acids and solvents gradually damage standard seals, causing early failure.
b. Seal Face Wear
Polymers, powders, and crystalized media increase friction and heat.
c. Elastomer Swelling
Wrong materials = rapid seal deterioration.
d. Thermal Shock & Pressure Shock
Reactors and mixing vessels often switch temperature quickly.
4. Recommended Mechanical Seal Solutions for Chemical Processing
✔ (1) For Reactors & Mixing Equipment — M481K Seal
Your star product。
Why recommended:
- Excellent for reaction kettles
- Designed for high pressure, temperature, and corrosive environments
- Can handle chemical slurries or semi-solid media
- Long service cycle with minimal leakage
✔ (2) For Chemical Pumps — 318-Type Seal
- Suitable for chemical centrifugal pumps
- Handles clean or slightly contaminated liquids
- Cost-effective and widely compatible
- Ideal for medium-duty industrial chemical processes
✔ (3) Universal Applications — General-Purpose Mechanical Seals
Suitable for:
- Water treatment
- Chemical dosing pumps
- Solvent circulation pumps
- Acid/alkali transfer pumps
Compatible with SIC, TC, Viton, EPDM.
5. Application Scenarios — Where These Seals Fit Best
- Adhesive production
- Dye and pigment mixing
- Resin and polymer processing
- Acid/alkali transfer
- Solvent recovery systems
- Chemical reactors
- Pharmaceutical chemical synthesis
- Petrochemical auxiliaries
Each process has unique sealing challenges, but the correct material pairing ensures durability and operational safety.
6. FAQ: Common Questions from Chemical Industry Buyers
Q1: Which seal material is best for corrosive chemicals?
A: Silicon carbide + Viton / EPDM elastomers are usually the best combination. For extremely corrosive media, FFKM is recommended.
Q2: Can one mechanical seal fit all chemical applications?
A: No. Different chemicals react differently. Seal selection must consider chemical composition, temperature, and pressure.
Q3: How long should a chemical pump seal last?
A: Under correct selection and normal conditions: 1–3 years.
Improper selection may fail in months.
Q4: Does M481K only fit reactors?
A: Mainly for reactors/mixing vessels, but also works with certain high-pressure chemical pumps.
7. Conclusion & CTA
Choosing the right mechanical seal ensures safe, stable, and leak-free chemical processing. At Sakowitz, our engineering team provides customized solutions for chemical pumps, mixers, and reactor systems. Whether you need a high-performance M481K seal or a cost-effective general-purpose model, we can help you find the perfect match.